

PCB行業中的紫外激光加工應用
 來源:萬正科技
來源:萬正科技  更新時間:2016/12/30
更新時間:2016/12/30  閱讀次數:2178
閱讀次數:2178
Fweek激光網訊:對于電路板行業的激光切割或者鉆孔,只需幾瓦或十多瓦的UV 激光即可,無需千瓦級別的激光功率,在消費類電子產品、汽車行業或機器人制造技術中,柔性電路板的使用變得日趨重要。由于UV激光加工系統具有柔性的加工方式、高精度的加工效果以及靈活可控的加工過程,因而成為了柔性電路板以及薄型PCB 激光鉆孔與切割的首選。
如今,激光系統配置的長壽命激光源已基本接近免維護,在生產過程中,激光等級為1級,安全無需其他保護裝置。LPKF激光系統配備吸塵裝置,不會造成有害物質的排放。加上其直觀易操作的軟件控制,使得激光技術正在取代傳統機械工藝,節省了特殊刀具的成本。
CO2激光還是UV 激光?
例如PCB分板或切割時,可以選擇波長約為10.6μm 的 CO2 激光系統。其加工成本相對較低,提供的激光功率也可達數千瓦。但是它會在切割過程中產生大量熱能,從而造成邊緣嚴重碳化。
UV 激光波長為355 nm。這種波長的激光束非常容易光學聚焦。小于20瓦激光功率的UV 激光聚焦后光斑直徑只有20μm – 而其產生的能量密度甚至可媲美太陽表面。
UV 激光加工的優勢,UV 激光尤其適用于硬板、軟硬結合板、軟板及其輔料的切割以及打標。那么這種激光工藝究竟有哪些優點呢?
在SMT行業的電路板分板以及PCB行業的微鉆孔等領域,UV 激光切割系統展現出極大的技術優勢。 根據電路板材料厚度的不同,激光沿著所需的輪廓一次或者多次切割。材料越薄,切割的速度越快。如果累積的激光脈沖低于穿透材料所需的激光脈沖,只會在材料表面上出現劃痕;因此,可以在材料上進行二維碼或者條形碼的打標,以便后續制程的信息追蹤。
UV激光的脈沖能量僅在材料上作用微秒級的時間,在切口旁的幾微米處,已無明顯熱影響,因此無需考慮其產生的熱量對元件造成的損壞。靠近邊緣的線路和焊點完好無損,無毛刺。
此外,LPKF UV激光系統集成CAM 軟件可直接導入從CAD中導出的數據,對激光切割路徑進行編輯,形成激光切割輪廓,選擇適用于不同材料的加工參數庫,就可以直接激光加工。該激光系統既適合大批量的量產加工,也適用于試樣生產。
鉆孔應用
電路板中的通孔用于連接雙面板的正反面間線路,或用于連接多層板中任意層間線路。為了其導電,需要在鉆孔后將孔壁鍍上金屬層。如今采用傳統的機械方法已經無法滿足鉆孔直徑越來越小的要求:盡管提高了主軸轉速,但精密鉆孔刀具的徑向速度會因直徑太小而降低,甚至無法完成要求的加工效果。另外,從經濟層面考慮,易于磨損的刀具耗材也是一個限制性因素。
針對柔性電路板的鉆孔,LPKF公司研發了一種新型的激光鉆孔系統。LPKFMicroLine 5000激光設備配有533mm x 610 mm的工作臺面,可以卷對卷的自動化作業。鉆孔時,激光可以先從孔的中心出發切出微孔輪廓,這比普通方法更為精確。系統可以在高徑深比的情況下,在有機或非有機的基板上鉆制最小直徑為20μm的微孔。柔性電路板、IC基板或HDI電路板都非常需要這樣的精度。
半固化片切割
在電子組件制造過程中,哪些情況要求切割半固化片材料?早在初期,半固化片材料就已經被應用于多層電路板中。多層電路板中的各個電路層通過半固化片的作用被壓合在一起;根據電路設計,一些區域的半固化片需要事先切割開窗然后被壓合。
軟硬結合板加工
在軟硬結合板中,將剛性PCB與柔性PCB壓合一起形成多層板。壓合過程時,柔性PCB上方并沒有和剛性PCB壓合粘接在一起,通過激光定深切割把覆蓋在柔性PCB上面的剛性蓋子切割、分離,留下柔性部分,形成軟硬結合板。
這樣的定深加工同樣適用于多層板中表面嵌入集成元件的盲槽加工。UV激光會精確切割從多層電路板中分離出來的目標層的盲槽。在該區域內,目標層與其上面所覆蓋的材料不可形成連接。
PCB和FPC的高效分板
SMT后分板即切割多種電子元器件已被裝配的電路板,該工序已經處在生產鏈的末端。對于分板,可選擇不同的技術:對于通常用的PCB,優先考慮使用傳統的刀切、沖壓和輪廓銑削等工藝。對于較為復雜的電子線路以及薄型基板尤其是對機械應力、粉塵和尺寸偏差非常敏感的情況,則采用UV激光切割分板更有優勢。以下三個圖表從不同因素對這三種方法進行了評估。
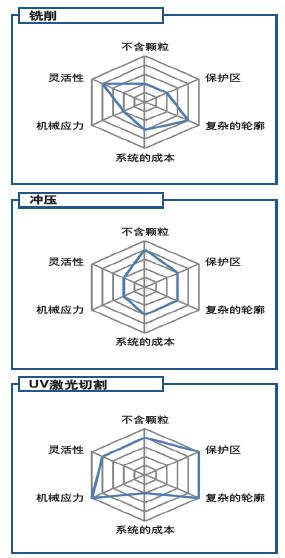
圖4:分板方法比較:其他方法無法達到 UV激光器的分板質量。
對于完整輪廓的切割,德國LPKF公司會根據使用的不同激光源,建議切割材料厚度不超過1.6mm。針對某些較厚的材料,以及價格昂貴的裝配組件,優先考慮安全和質量層面,而切割時長則是其次。
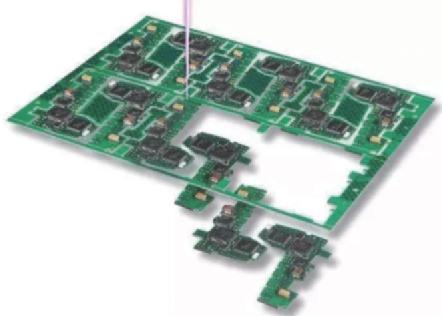
圖5 : 在 Tab-Cut 中,激光切割斷點分板。
切割斷點分板,激光系統會通過一個前面所述的加工過程切斷連接點。這個切割過程可緊挨靠近邊緣的元器件進行,對于較厚的電路板來說也是非常經濟的。
上一篇:新突破!中國成功將3D打印血管植入動物體內
下一篇:印制電子電路創新學院正式成立
 浙公網安備33042102000805號
浙公網安備33042102000805號